One-Day Factory Upgrade:
How Modern Automation, Smart Interfaces, and Prebuilt Systems Enable Rapid Transformation**
Executive Summary
Factories used to think upgrades required:
- Weeks of shutdown
- Dozens of contractors
- Complex wiring
- Slow debugging
- Endless paperwork
- Painful retraining
- Full workflow redesign
That era is gone.
The modern manufacturing world demands upgrades that happen in hours — not weeks.
The One-Day Factory Upgrade is not science fiction.
It is the natural result of:
- Modular automation
- Prevalidated logic
- Plug-and-play electrical design
- Standardized mechanical interfaces
- Smart HMIs
- Guided startup workflows
- Factory-wide visualization
- Real-time telemetry
This episode explains how a factory can transform fast, safely, and without shutting down for days.
- Traditional Factory Upgrades Are Too Slow for Modern Manufacturing
Legacy upgrade models involve:
- Long installation windows
- Manual rework
- Tribal commissioning
- Slow troubleshooting
- Inconsistent knowledge transfer
- Complicated changeovers
- Overwhelming training demands
These delays destroy:
- Throughput
- Labor availability
- Production schedules
- On-time delivery
- Customer confidence
- Profit margins
The One-Day Factory Upgrade eliminates this entirely.
- The One-Day Upgrade Is Made Possible by Pre-Engineered, Modular Systems
The secret is NOT working faster.
The secret is redesigning automation so it doesn’t require long installations at all.
Modern upgrade-ready systems include:
✔ Prewired panels
✔ Prefabricated robot assemblies
✔ Pretested safety circuits
✔ Modular conveyors
✔ Prebuilt pneumatic packages
✔ Standardized I/O blocks
✔ Quick-connect field devices
✔ Drop-in robot programs
✔ Universal mounting points
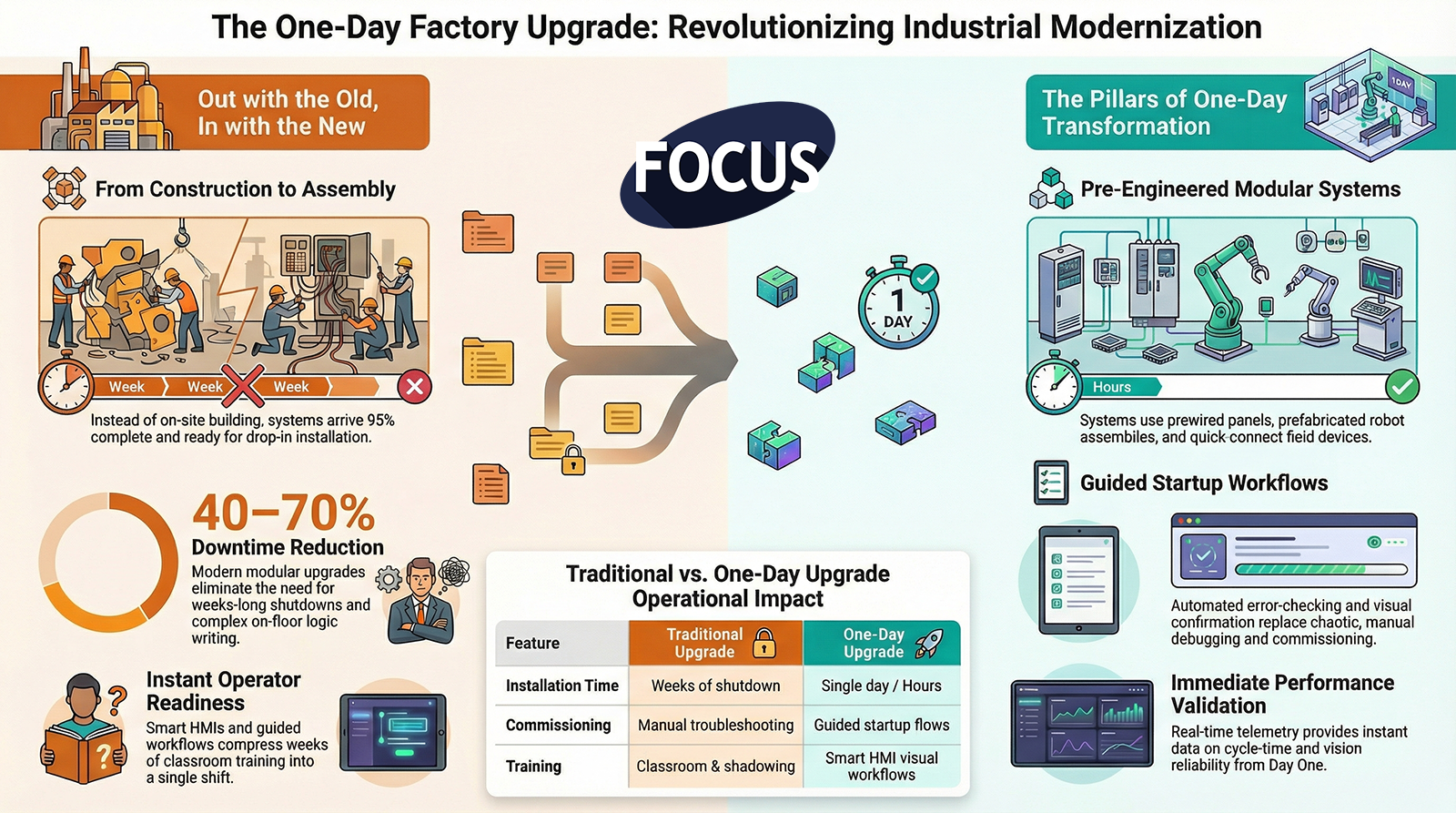
Instead of building on-site, the factory receives a system that is 95% complete before it arrives.
Installation becomes assembly, not construction.
- Guided Startup Workflows Replace the Painful Commissioning Process
Commissioning used to take days because:
- Technicians weren’t aligned
- Logic had to be tuned
- Operators didn’t understand the system
- Faults weren’t predictable
- Manuals were unclear
- Training was nonexistent
- Debugging was chaotic
The One-Day Upgrade uses:
✔ Step-by-step startup flows
✔ Visual confirmation checks
✔ Auto-detection of sensors and devices
✔ Preconfigured motion profiles
✔ Automated error-checking
✔ Standardized commissioning sequences
Debug is finished before the system even arrives.
Startup becomes a guided process —
not a stressful marathon.
- Smart HMIs Compress Weeks of Training Into a Single Shift
Operators normally need:
- Classroom sessions
- Job shadowing
- Tribal walkthroughs
- Hands-on repetition
- Multiple mistakes
- Confidence building
Smart HMIs eliminate all of that.
The One-Day Upgrade includes HMIs with:
✔ Visual workflows
✔ Guided operation
✔ Animated changeover steps
✔ Standard recovery sequences
✔ Predictive fault insights
✔ Role-based layers
✔ Real-time clarity
This makes even complex automation approachable for new workers the moment it lands on the floor.
- Telemetry Confirms the Upgrade Works Immediately
In a traditional upgrade, engineers wait:
“Does it actually perform?
Is the cycle stable?
Are sensors reliable?
Is the robot tuned?”
Telemetry answers those questions instantly:
✔ Cycle-time readiness
✔ Component health
✔ Alarm clustering
✔ Load monitoring
✔ Vision reliability
✔ Operator interaction data
✔ Predictive signals
The system doesn’t need weeks to prove itself —
it demonstrates stability on Day One.
- The One-Day Factory Upgrade Minimizes Disruption and Maximizes Productivity
Old upgrade model:
❌ Shut down for days
❌ Move machines
❌ Rewire everything
❌ Rebuild infrastructure
❌ Write logic on the floor
❌ Stress the workforce
❌ Train while running
The One-Day Upgrade:
✔ Drop-in installation
✔ Minimal downtime
✔ Predictive startup
✔ Guided workflows
✔ Real-time validation
✔ Instant operator readiness
✔ Seamless integration
The line doesn’t stop for a week.
It pauses for a moment —
then becomes better than before.
- Why the One-Day Upgrade Is Not Optional — It’s the Future Standard
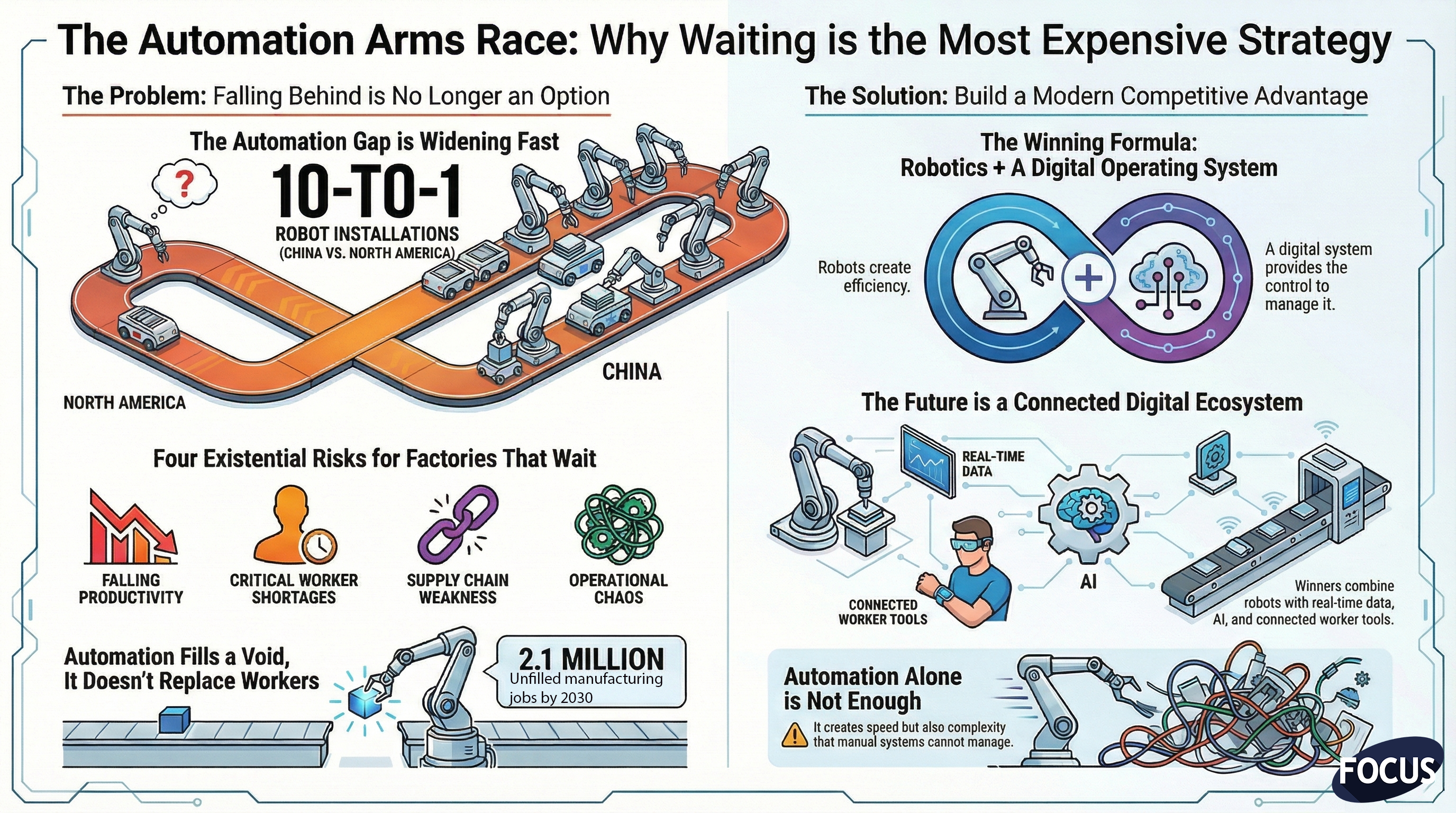
Manufacturers now face:
- Unpredictable demand
- Rapid production shifts
- Frequent product changes
- Labor scarcity
- Tight customer deadlines
- Increased automation dependency
They no longer have the luxury of long shutdowns.
The future factory requires systems that are:
✔ Fast to install
✔ Fast to start
✔ Fast to teach
✔ Fast to adjust
✔ Fast to maintain
✔ Fast to grow
The One-Day Upgrade is the only model that fits this reality.
- The One-Day Upgrade Supports the Entire Modern Factory Philosophy
This concept ties directly to:
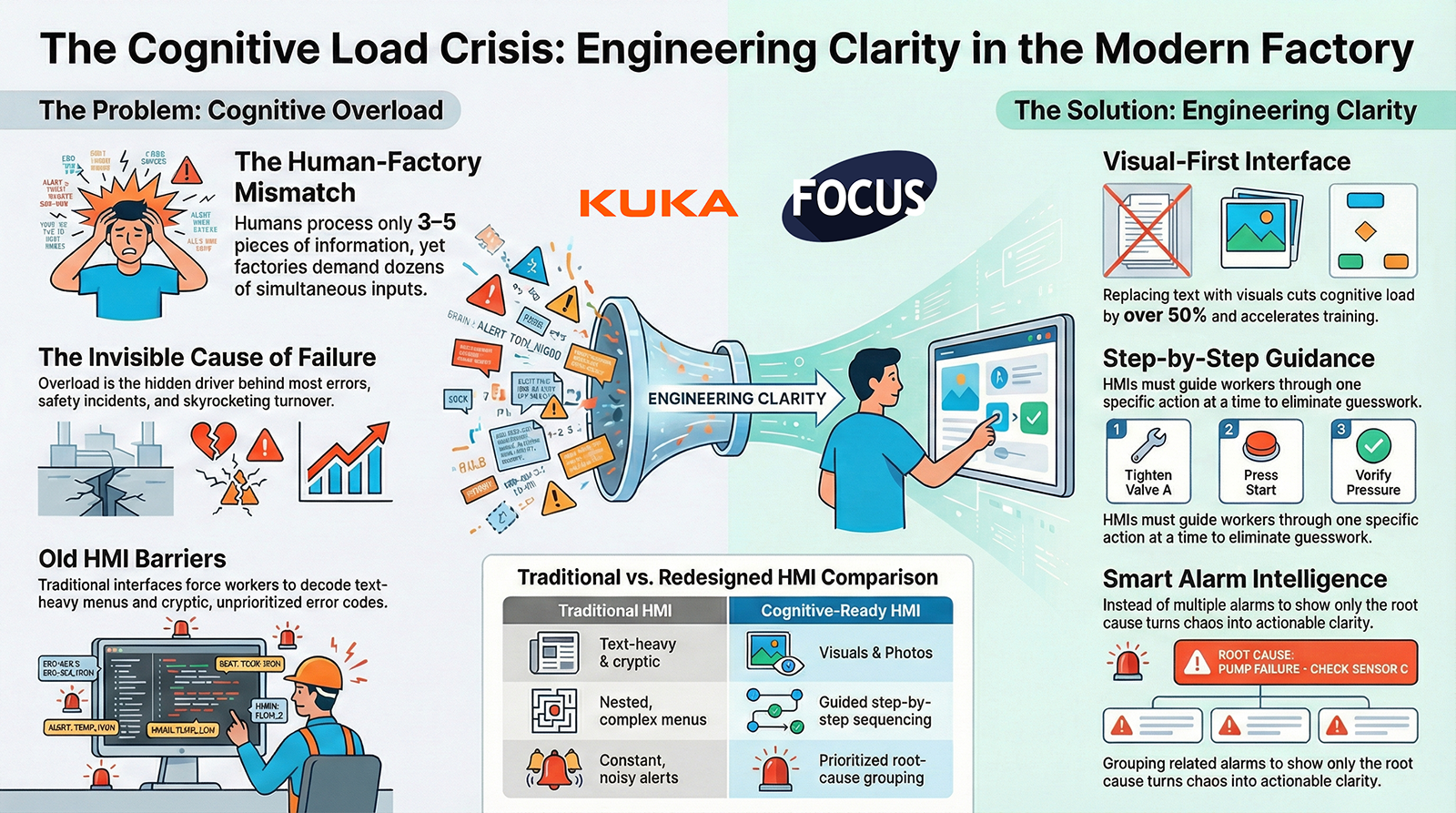
- Visual Factory 3.0
- Cognitive Load Reduction
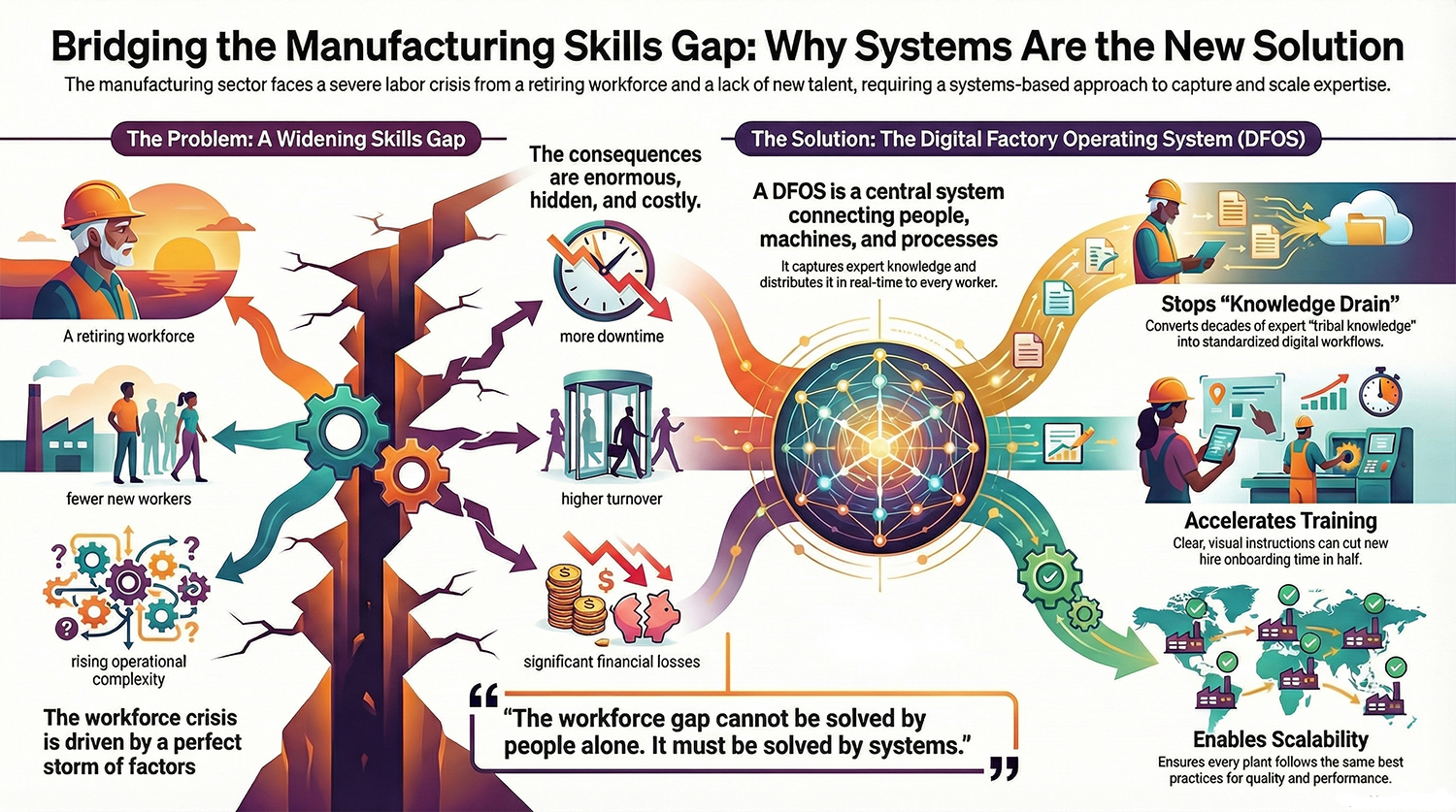
- Rapid Training Evolution
- Multi-layered interfaces
- HMI telemetry
- Predictive interaction
- Factory-wide digital OS
- Automation Without Confusion
Everything works because every part of the system is aligned around simplicity, clarity, and speed.
- Case Studies Already Prove the Model Works
Factories that have adopted the one-day upgrade model report:
✔ Immediate throughput increases
✔ Same-day training success
✔ Faster shift transitions
✔ 40–70% downtime reduction
✔ Drastically fewer mistakes
✔ Higher operator confidence
✔ Lower turnover
✔ Predictable maintenance
Results that used to take months now happen in one shift.
**10. Conclusion:
The Future of Manufacturing Will Be Upgraded in a Single Day**
Factories can no longer afford slow modernization.
They need speed.
They need clarity.
They need predictability.
They need guided workflows.
They need visual systems.
They need better HMIs.
They need smarter automation.
They need tech that can be installed, learned, and trusted instantly.
The One-Day Factory Upgrade is the new standard.
Not someday.
Today.
FOCUS Integration – Episode 6 – The One-Day Factory Upgrade (Video Notes)
FOCUS Integration – Episode 5 – Cognitive Load Crisis (Audio Notes)