The Future of the Factory Interface:
Where Intelligence, Visualization, and Human-Centered Design Merge Into One Unified Experience**
Executive Summary
For decades, factory interfaces lagged behind the complexity of the machines they controlled.
Machines evolved.
Automation advanced.
Robotics became intelligent.
Sensors exploded in capability.
Production lines became hyper-fast.
But HMIs?
They mostly stayed the same.
Now, a seismic shift is underway.
The Future Factory Interface is visual, predictive, layered, guided, and deeply aware of the people using it.
It transforms industrial work from intimidating to intuitive, from reactive to predictive, from confusing to clear.
This episode defines what tomorrow’s interface looks like — and why factories that adopt it will dominate the next decade of manufacturing.
- The Old Interface Paradigm Is Breaking Down
Traditional HMIs suffer from:
❌ Text-heavy layouts
❌ Nested menus
❌ Overwhelming alarms
❌ Ambiguous icons
❌ Minimal interactivity
❌ Engineer-first design
❌ Behavior blind spots
❌ Role confusion
These interfaces were never designed for:
- High turnover
- Low experience labor
- Fast automation
- Predictive technology
- Multi-machine coordination
- Visual learning
- Modern operations
They confuse workers more than they empower them.
The future interface reverses this dynamic completely.
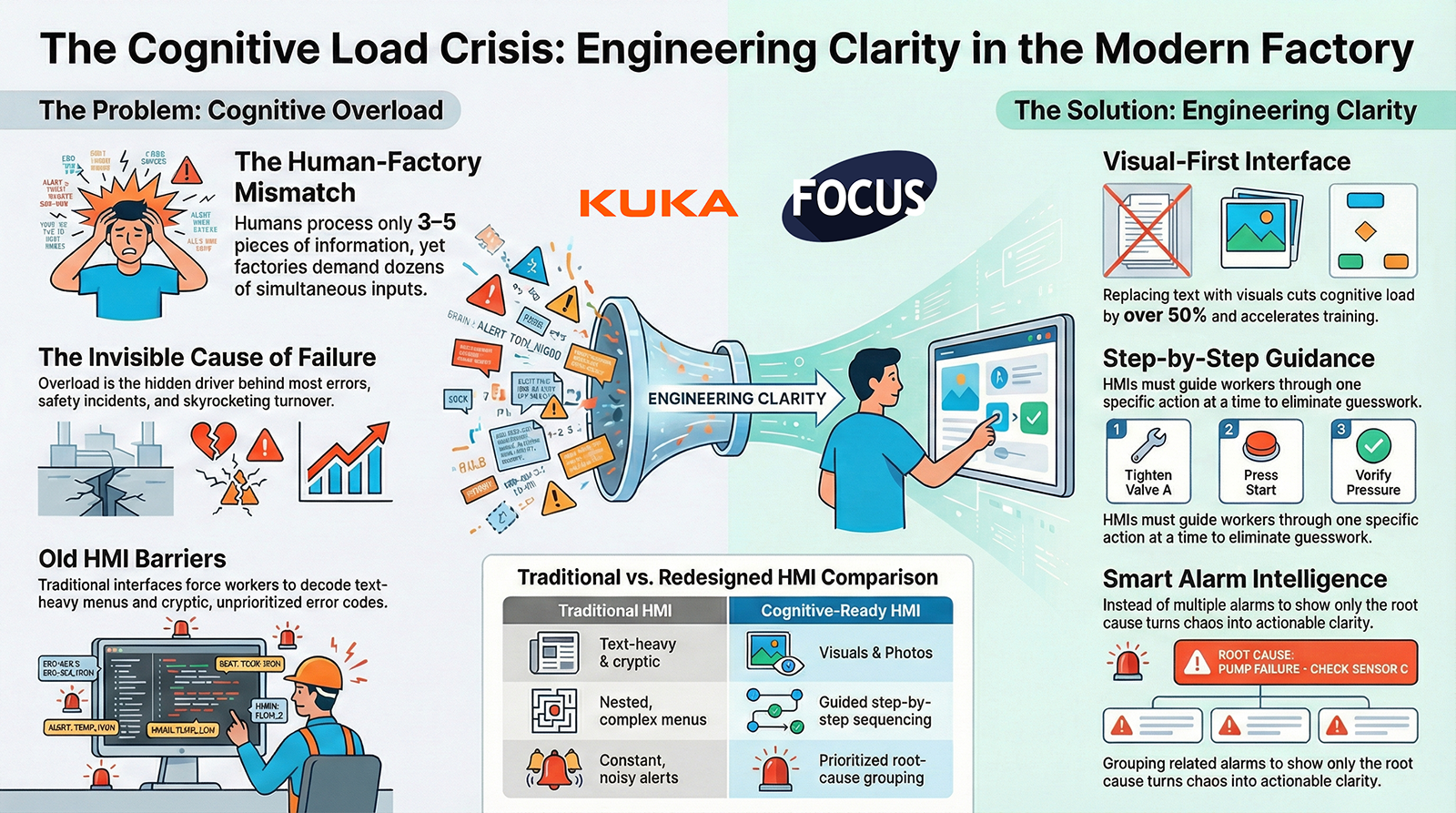
- The New Interface Is Visual-First and Text-Minimal
Humans process visual information 60,000× faster than text.
The future HMI uses:
✔ Animated sequences
✔ Real-time machine visualization
✔ Color-coded states
✔ Guided overlays
✔ Component highlighting
✔ Spatial maps
✔ Error illustrations
✔ Touch-based interaction
The user doesn’t need to read the system.
They need to see it.
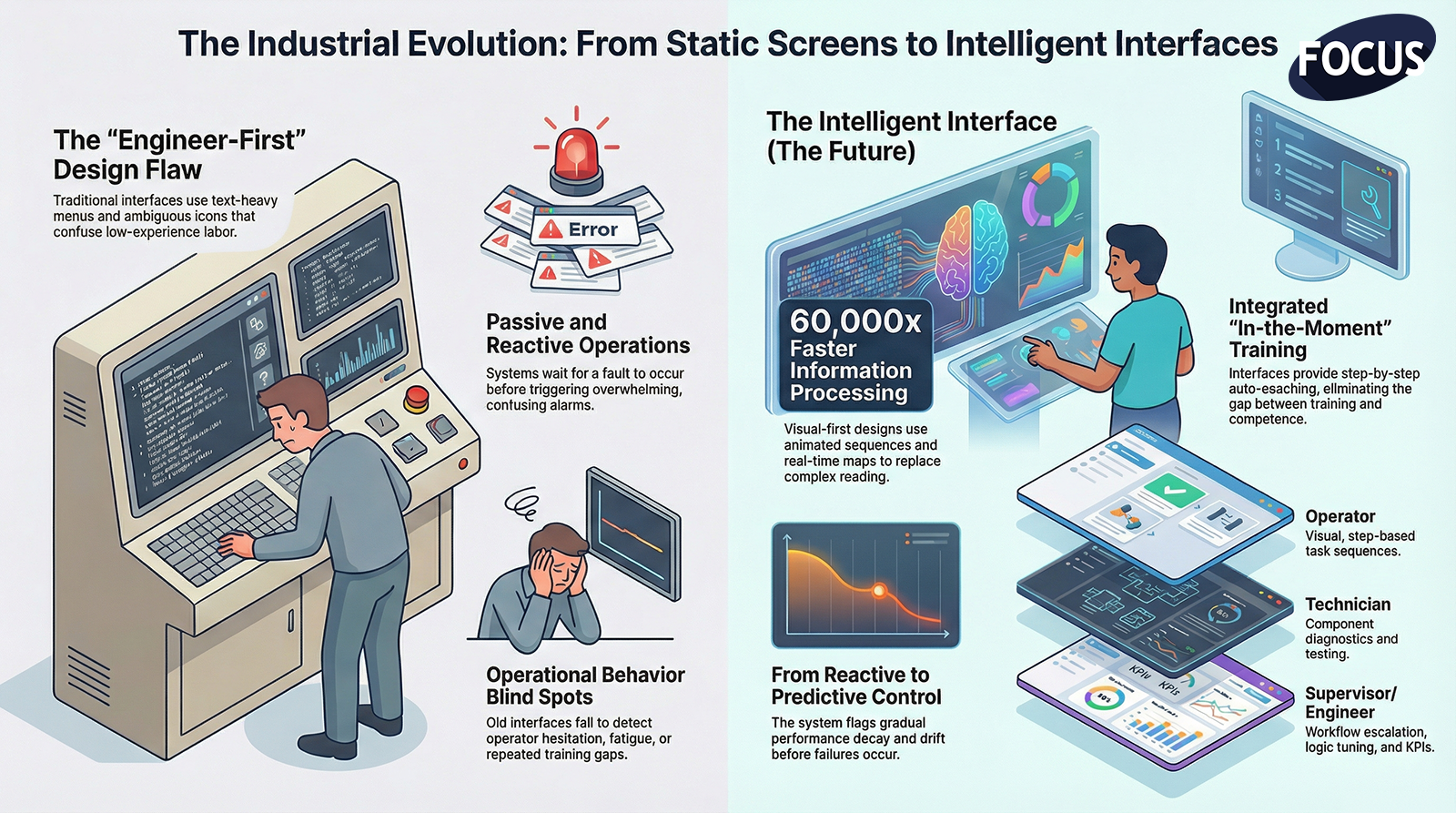
- Intelligent Predictive Interfaces Replace Reactive Screens
Instead of waiting for faults, the future interface:
- Warns of abnormal drift
- Predicts failure windows
- Shows gradual performance decay
- Flags misalignment patterns
- Monitors operator hesitation
- Detects repeated errors
- Suggests optimal action
- Recommends improvements
This shifts the factory from reactive to preemptive control.
- Multi-Layered Depth Makes Complexity Safe and Simple
The future interface includes:
Operator Layer
Simple, visual, step-based.
Technician Layer
Diagnostics, tests, components.
Engineer Layer
Logic, tuning, configuration.
Supervisor Layer
Workflows, escalation, KPIs.
Everyone gets the interface they need —
not the one-size-fits-none screen of the past.
- The Interface Expands Beyond the HMI Screen
Factory interfaces will soon live across:
- Large displays
- Tablets
- Wearable screens
- Mobile devices
- Machine towers
- Digital dashboards
- AR headsets
- Multi-station visualization walls
The interface becomes a factory-wide experience, not a 10-inch panel on a steel enclosure.
- Direct Human Behavior Feedback Becomes Standard
The future interface understands:
- Where operators hesitate
- Which steps confuse them
- What screens go unused
- What actions create faults
- Which instructions fail
- Training gaps
- Fatigue patterns
- Repeated mistakes
This is behavior telemetry, and it enables:
✔ Better UI design
✔ Better workflows
✔ Better training
✔ Better automation
✔ Better safety
The interface starts learning from the people who use it.
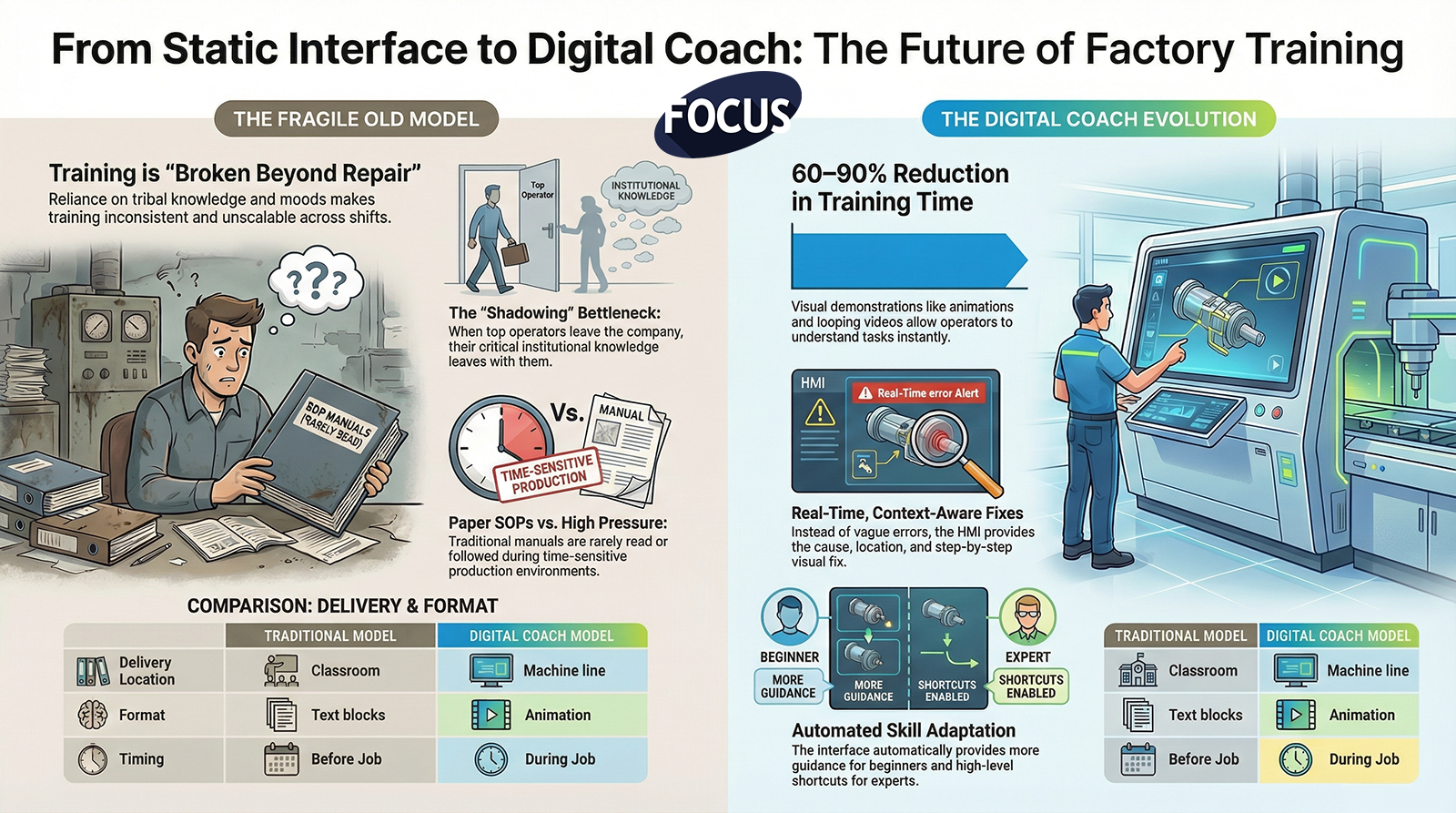
- Training and Operation Merge Into One System
The future HMI is not a tool —
it is a trainer.
✔ Visual guides
✔ Step sequences
✔ Interactive instructions
✔ Auto-coaching
✔ Skill-level adaptation
✔ In-the-moment training
Operators don’t need to memorize.
The system teaches them as they work.
This eliminates the gap between “trained” and “competent”.
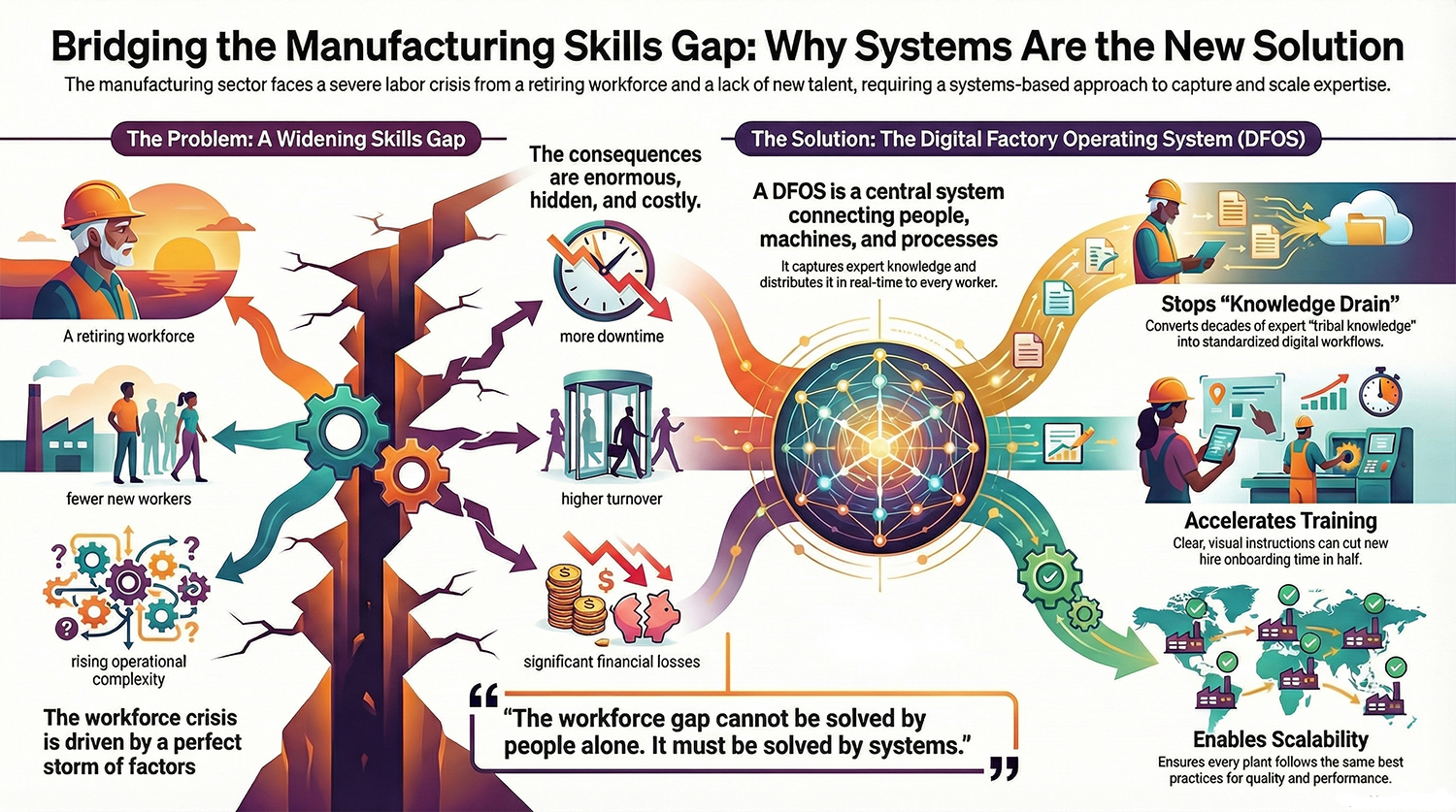
- The Interface Becomes the Brainstem of a Connected Factory
The factory interface will integrate:
✔ Robots
✔ Sensors
✔ Quality systems
✔ SCADA
✔ MES
✔ ERP
✔ Maintenance tools
✔ Digital OS layers
✔ Factory displays
Instead of isolated machines, the interface becomes a nervous system connecting every process, every role, and every decision.
- Safety Evolves From Passive Warnings to Active Prevention
The future interface doesn’t just show hazards —
it actively prevents unsafe actions.
✔ Guided recovery
✔ Automatic lockouts
✔ Hazard zone visualization
✔ Misuse prevention
✔ Real-time awareness
✔ Operator risk detection
Safety becomes automated, not reactive.
**10. Conclusion:
The Future of the Factory Interface Is Predictive, Visual, Layered, Connected, and Human-Centered**
In the next decade, factories will succeed or fail based on the quality of their interfaces.
The future interface delivers:
✔ Instant clarity
✔ Predictive behavior
✔ Role-based simplicity
✔ Visual guidance
✔ Automated training
✔ Connected intelligence
✔ Real-time telemetry
✔ Faster decision-making
✔ Safer interactions
The best factories won’t have complicated screens.
They’ll have intelligent, adaptive interfaces that empower every worker to succeed — instantly.
This is the next evolution in manufacturing.
FOCUS Integration – Episode 10 – The Future of Factory Interface (Video Notes)
FOCUS Integration – Episode 10 – The Future of Factory Interface (Audio Notes)